









Carrito
No hay más artículos en su carrito






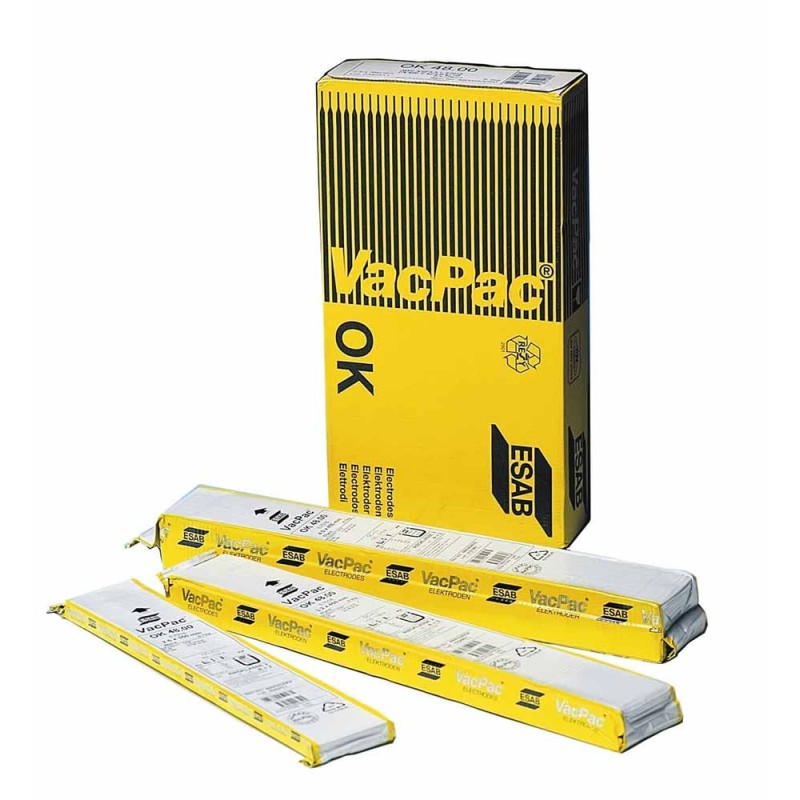
CLASIFICACIÓN: SFA/AWS A5.5 : E11018-G / EN ISO 18275-A : E 69 4 Mn2NiCrMo B 42 H5
Electrodo de revestimiento básico de bajo hidrógeno, de alto rendimiento, que deposita un acero de baja aleación. Los elementos de aleación: manganeso, cromo, níquel y molibdeno, confieren alta resistencia y muy buenas propiedades de tenacidad del depósito. Apropiado para juntas a tope o filete de aceros de alta resistencia, templados y revenidos. También apto para soldar aceros SAE 4130, 4140 y 4340. Cuando se requiere un tratamiento térmico posterior el depósito deberá ser cementado y luego templado y revenido. Útil para la reconstrucción de rieles y piezas sometidas a rodadura.
1 pk = 55u 3,82 KG (4pk/caja)

¿En que podemos ayudarte?














{kind=link}